3D Printing
5153 readers
29 users here now
For everyhting 3D printing related.
Please be excellent to each other :)
Icon by Freepik, Banner photo by Thiago Medeiros Araujo
founded 5 years ago
MODERATORS
1
2
I got a Prusa CORE One earlier this year, and so far I've been very happy. I have not ventured outside of the default settings though, and I use their own filament (only PLA). This has worked perfectly fine so far, but now I ran into an issue, and I figure it's time to come out of the "default settings"-bubble and learn some more about this stuff.
I am trying to print a Gridfinity holder for a rolling pin, so I tried to cut out a appropriately sized cylinder in a template with a boolean operator in Blender. When the print got to the concave portion, the print started to fail - uncertain how to best explain it, but the overhangs over the infill did not properly bridge and the filament started to warp so that the print head would hit it on the next pass (and make some nasty scratching sounds). I stopped the print when I noticed this. See an image here:
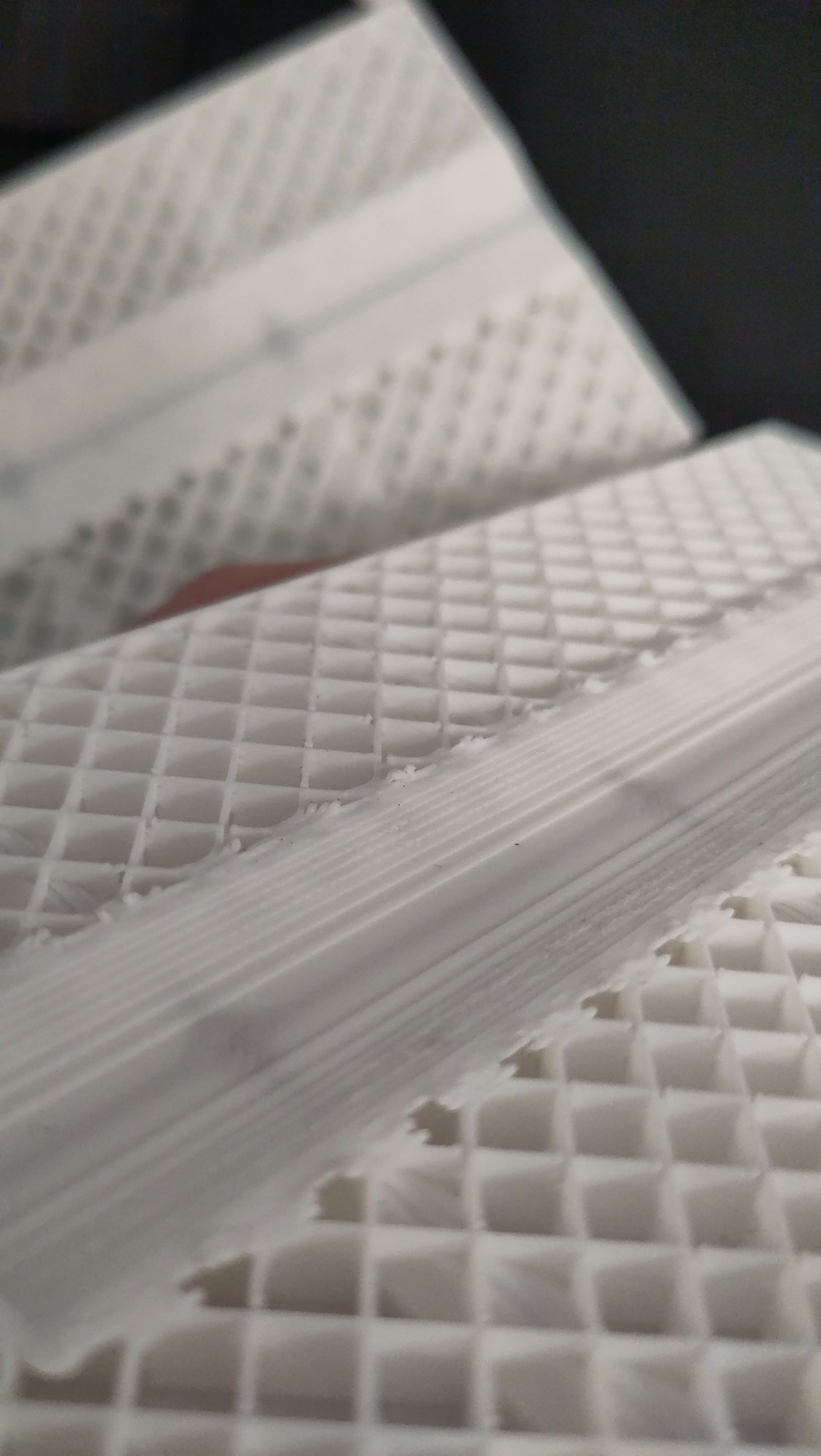
I am uncertain whether this is due to the model being poorly optimized for 3D-printing, if the printer settings for the filament were off or if I could've tweaked the slicing settings to achieve a better result.
Is it obvious, looking at the image, what the primary reason for this failure is?
Note: I've ended up printing this again already with a regular rectangular cutout instead of a cylindrical one, so I am just trying to learn more about what made this fail to learn more.
3
4
5
6
7
Upgraded my Adept trackball to use the AnyBall 57-68mm mod, with an Aramith tournament series cue ball and Rexroth BTUs.
Sorry for constantly proselytizing about the wonders of PHA lol. But look at this thing! The Adept is pretty ingeniously designed for printing, but I wouldn't really say it's an easy print either. There are steeeeep overhangs and really long bridges. After getting the settings dialed in, PHA more or less handled it just fine, and now my trackball is home compostable. It also has this really interesting feel to it, kind of reminds me more of leather than plastic.
Few more pics:


8
9
10
1
The design is based on the excellent Dactyl keyboard, generated with https://ryanis.cool/cosmos/ and it runs the excellent qmk firmware. It is handwired: 
and I have also made a palm support using inkscape and openscad 
All printed on a reprap prusa i3 derivative.
This helps me use my computer with less pain, so I want to call out all the wonderful projects and people who contribute to them which made it possible.
Total cost? $60 aud, amortised filament ~15 bucks worth maybe? and a lot of my time haha.
11
I am using an Ender 3 Pro v2, and I have followed multiple guides (they all say the same things) for setting up a print to prevent stringing. I’ve also switched between two filaments (Creality and Amolen) and the stringing doesn’t change at all. I have noticed that when heating up the horned, the filament just oozes out like ectoplasm even before the print starts.
I have never had this problem before, and could use some human advice.
I have upgraded/replaced the following parts in the past:
- Bowden Tubes
- Printer Nozzles
- Dual Gear Extruder
- Heater Block
- Heater Cartridge
- Thermistor Temp Sensor
My Tweaked Settings:

12
13
14
15
16
17
18
19
20
22
23
24
1
[BambuLab Blog] - Firmware Update Introducing New Authorization Control System
(blog.bambulab.com)
25
Here's a method I've developed to splice filaments almost to perfection without any tools. It's basically the Teflon tube method for cheapskates who don't want to buy Teflon tubing 🙂
First of all, prepare a 2" x 2" (50mm x 50mm) -ish piece of white paper and a straighten a piece of filament that will serve as a mandrel:

Roll up the paper into a tube around the piece of straightened filament as tight as you can. The hard bit is to start rolling: the paper needs to be really snug against the filament to start with.
Once it's started right, it's easy. Roll it up all the way nice and flat. The bit of filament inside should fit inside the tube with quite a lot of friction if you did it right:

You can also wet it a few times with your tongue and it will stay in one piece without holding it. Ex-smoker's habits die hard 🙂

Cut the ends of the filaments to splice together with a sharp bevel:

Carefully thread the ends into the paper tube so they meet halfway:

They should go in with some force but they should slide smoothly. If you feel any roughness, you've snagged the paper inside and it won't work, so you should start over.
Heat up the center of the tube at 250C to 260C while ramming the filaments into each other firmly, but not so firmly as to collapse the paper tube, until you feel them "go" and melt into one another:

I use a SMD rework station because you can apply heat as much as you want and the paper only browns a bit, even if you overdo it grossly. It takes about 30 seconds for the heat to diffuse through the paper and for the filaments to melt fully. It's doable with a lighter too while pushing the filaments together with one hand, but it's less convenient of course.
Then unwrap the paper: some paper should stay stuck to the splice:

Clean up the splice by running a sharp knife along the splice all around. It's pretty quick, the paper isn't terminally fused to the filament:

Voila: perfect splice!

And here, seen under a microscope:

view more: next ›