Looks like that's a magnetic spring steel bed. You need to use a magnetic plate below that that's glued to the bed below.
The magnet will pull the spring steel bed flat.
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: or !functionalprint@fedia.io
There are CAD communities available at: !cad@lemmy.world or !freecad@lemmy.ml
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
Be respectful, especially when disagreeing. Everyone should feel welcome here.
No porn (NSFW prints are acceptable but must be marked NSFW)
No Ads / Spamming / Guerrilla Marketing
Do not create links to reddit
If you see an issue please flag it
No guns
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe/ may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is ![]()
Moderation policy: Light, mostly invisible
Looks like that's a magnetic spring steel bed. You need to use a magnetic plate below that that's glued to the bed below.
The magnet will pull the spring steel bed flat.
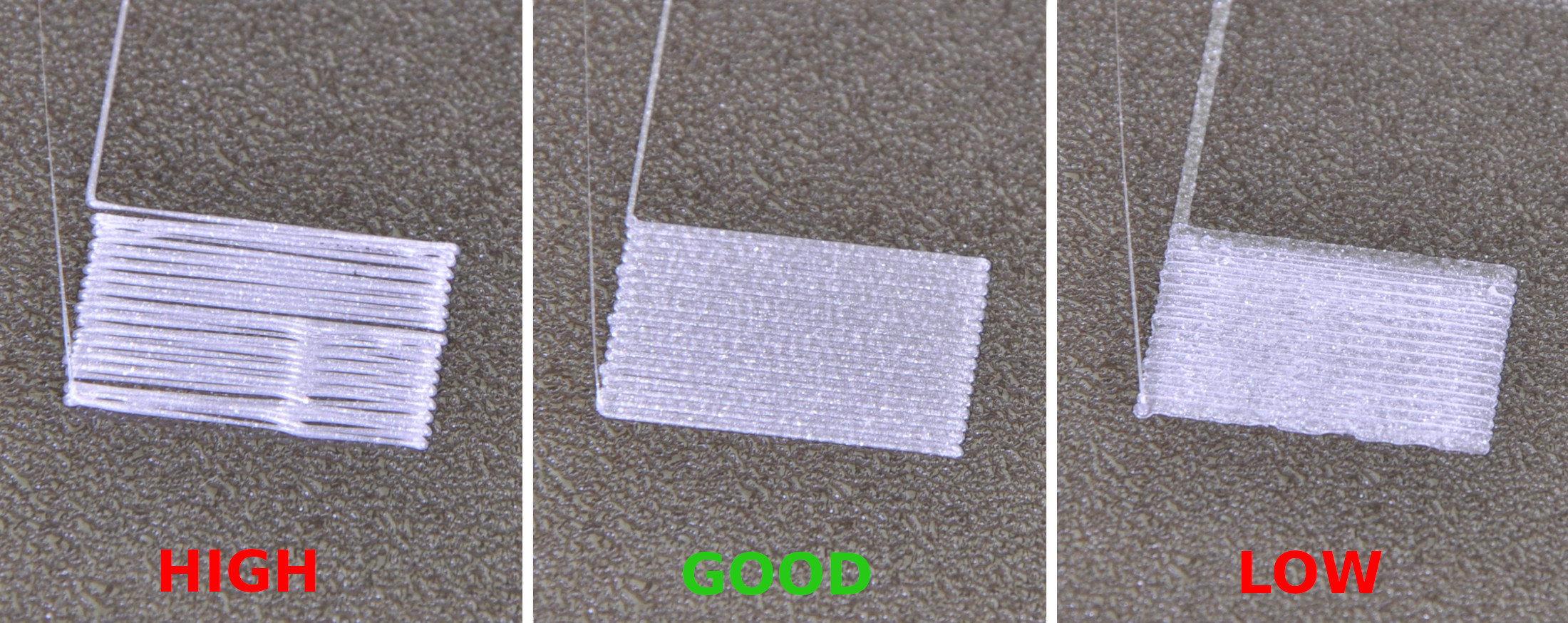
Looks to me that you could try raising the nozzle a fraction. Your extrusion looks flakey though, so it could be the nozzle as well. But on the other hand, if your nozzle is too close to the bed, that will inhibit extrusion as well.
Yeah turns out the plate got bowed during shipping and was not exactly flat. After making it flatter and some cleaning, it's looking a lot better. 
Those spring steel sheets are designed for magnetic beds that pull them flat so that makes sense. Happy printing!
Looks like you're still way too close to the bed, I'd (numerically) increase Z-offset so you have more distance between the nozzle and the bed
Thanks for the feedback. I'm doing it by the paper method, so I might be guessing the right amount of friction wrong. Is there a trick to figuring out the right amount of friction using the paper?
Just get it in the ballpark and microstep it during printing to fine tune and then save that value.
Looks better, but IMO it looks like it's still calibrated too close to the bed. In some places it looks like the material has been smushed into the surface, and in others it looks like ridges have formed between the lines where the nozzle has pushed excess material around. https://cdn.help.prusa3d.com/wp-content/uploads/First-Layer-Calibration-04.jpg
Makes sense, thanks for the picture. Is there a trick to the right friction when using the paper method?
I think it's more of an art form than an exact science to get perfect calibration using the paper method. It gives a decent starting point for further manual adjustment though. Personally I prefer to put a lamp behind the printer, and then babystep the nozzle down until I can no longer see any gap between it and the bed, but that also usually requires a few minor adjustments afterwards.
I had skmilar symptoms once when my nozzle was clogged. I tried dislodging the clog without success, but replacing the nozzle immediately fixed the problem.
It's most likely an error with the nozzle height. The PEI plate not heating up enough shouldn't cause the adhesion in the photo above (and this is not a first layer problem, as the error is not at a uniform height). Additionally, a few lines are very faintly visible on the plate where they shouldn't be, indicating nozzle height. Make sure that it is easy to move a piece of paper between the nozzle and the PEI plate when adjusting the height, feeling only a very small amount of pressure as you do so.
Yeah looks like the plate was not fully flat to begin with. Making it attach fully flat to the glass bed made things a lot better

I usually have to run mine between 62-65, kinda depends how cold my house is but that's the same bed I have on my sovols, also get a playing card and make sure you can barely feel the nozzle on the surface of the card. That's how I do mine
The default glass bed works perfectly at 60. I'm wondering if there's a temperature difference between the glass plate below and the pei plate above.
To test this you could heat the bed up for 10 or 15 minutes before starting the print so that the new PEI sheet gets saturated with heat. I don't think this is your issue though as you can print PLA without a heated bed at all.
Honestly it looks like the nozzle could be too hot cause I don't see any consisten lines
slightly off topic:
do you have the bed start at e.g. 60 for the first layer and then 65 for subsequent layers?
does raising the temperature mid print like this help with warping or something?
I start at 62(and stay there) that's the magic number i found for my sovol 6 and 6 plus, at lower I would experience warping and bad bed adhesion. And I've had the same correlation with mine at home and the 3 I have at work
{kind=link}